
Engineers have several choices to sense the presence of objects or information: machine vision systems and photoelectric sensors have been common selections. Recently, manufacturers have enhanced UV sensor capabilities, improving feedback, speed, range, and setup, which make them suitable for many of the same applications as machine vision systems and other sensors.
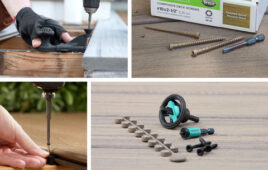
In addition, UV sensors have their own unique niche. Unlike photoelectric sensors, UV sensors easily detect invisible or nearly visible objects; glue, plastic wrap, clear containers, labels, bottle seals, or other objects that are the same color as background material. They are also suitable for fastening and joining applications, such as noticing excess glue in assemblies.
Each sensor option is best suited to specific applications. Photoelectric sensors emit a beam of light that the target returns to the receiver. The beam's intensity depends upon the target, which often acts as a reflector. This design, however, presents a problem with clear or colorless objects and when the background and target material are the same color. When both the target material and the background reflect the same amount of light, the receiver cannot distinguish between them.

A UV sensor comprises four basic components,
including an LED (UV source) ; a lens that projects the UV light onto
the target material and then focuses the returning visible light onto
the photodetector; a photodetector, which detects the UV light; and
electronics that produce the output.
Machine vision systems can do much more than UV luminescence and photoelectric sensors. Their sensor array detects more information in one scan. This feature makes these systems appropriate for scanning label orientation on packages, counting objects on a conveyor, or reading serial numbers. These systems can also evaluate surface defects on products or packaging and can do so at high speeds, often more than 30 frames a second. However, the tradeoff is cost, which is usually much higher than sensors.
UV sensors emit a beam of light, typically between 320 and 380 nm and offer more than 100,000 hours of operation. Older versions used discharge lamps with lifetimes of about 4,000 hours.
UV sensors look for fluorescence, not reflected light. When the light hits the target material, it glows (fluoresces) in a color in the visible spectrum. The sensor detects the visible light and converts it into an electrical signal that gives a numerical reading or triggers an indicator. Even though the visible light comes back as one pixel of information, these sensors can examine 3,000 or more objects per second. UV sensors can also detect the presence of labels on packaging; however, they are unable to sense orientation. Until recently, UV sensors could miss objects that fluoresced below their factory set detection threshold. These sensors used special algorithms to alter the response threshold.
Newer sensors eliminate this problem with manually adjustable parameters. A numeric display indicates the threshold level, which is useful in troubleshooting. In an automotive application, for example, seat frames are painted with a UV mark to indicate whether they underwent certain steps in the manufacturing process. Engineers initially set the sensor's detection threshold at 15. A reading of zero would indicate no mark was present, while a reading above 15 registers the mark. Sometimes, however, the seat frames are poorly marked and the sensor cannot perceive enough light to read the mark. Because the sensor can be adjusted, operators can lower the threshold to less than 15, thereby reducing rejects.

The UVX300G-C from EMX Industries, Inc., has a two,
seven-segment digit display LED, which gives immediate feedback that
operators can use to adjust multiple parameters including UV output
level, detection threshold, hysteresis, null offset, and output pulse
stretching. The sensor's versatility helps reduce false-read errors.
Its sensitivity spans to 350 mm.
The sensor's numeric display and adjustable parameters are also useful in spotting adhesives on packaging materials, especially bright cardboards. Both the adhesive and cardboard packaging material fluoresce, which creates a conflict, but the numeric display gives an accurate and precise measurement of each object's fluorescence. If the operator knows the different fluoresce levels of the respective materials, he can set the threshold to a level between the two materials, so that the sensor does not respond to the background. Other benefits of newer UV sensors include speed and range. Most UV sensors have a response time of 300 µs. This rating means an object must be present in the light spot of the sensor for 300 µs for the sensor to have sufficient time to evaluate and register it. Then, the object must be out of sight for another 300 µs before viewing the next object. Newer UV sensors react more quickly, within 100 µs.
For range, typical UV luminescence sensors need to be within 90 mm or less of the target for accurate readings. This short range can be a problem in certain applications, such as wood processing with an optimizing saw. UV crayon marks indicate the location of defects in the wood. Sensors feed this data into a controller, which determines how to cut the wood most efficiently. However, this application is inherently dirty. Sawdust and other debris quickly cover a sensor that is placed one inch or less from the operation. Longer-range sensors eliminate this problem.
Sensitivity can now span almost the entire sensing range of a UV sensor, instead of only at a distance, often through the use of interchangeable lenses. However, in a factory setting the versatility of a single, wide range lens is useful, such as in applications where the sensor must detect objects across a conveyor, as well as objects up close. DW
EMX Industries, Inc. provided information for this article.
For more information, visit www.emxinc.com.
:: Design World ::


Tell Us What You Think!