Written by Christie Jones
Director of Marketing, Vice President
SPIROL International Corporation

By considering the fasteners early during the design stage of an assembly, companies can implement automatic fastener installation at the lowest installed cost.
Fasteners are as important in automation as the equipment itself. Choosing the ideal fastener can prevent exorbitant machine and fixture costs, decrease set-up and cycle times, and reduce the manufacturing cost of the components.
Of course, not all fasteners are easy to orient, feed, or install, and the more tooling necessary for these tasks, the pricier the equipment. It’s important to select a fastener that meets the application requirements and is conducive to automation to maximize productivity and minimize costs.
The design stage of the assembly is where decisions are made that will make or break the success and ease of automation. A common mistake is letting the cost of the fastener take precedence over the cost of fastening.
Money saved on the fastener can quickly be lost on intricate automation equipment — decreasing productivity via increased assembly cycle times and equipment downtime.
Ideally, companies should focus on parts with the lowest installed cost. Typically, these are permanently installed fasteners pressed into (rather than threaded into) a hole, requiring no secondary operations for retention.
There are a few additional factors to consider when automating fastener installation.
- The length-to-diameter ratio of the fastener is critical. Any part with a length-to-diameter ratio of less than 1:1 can be problematic because the parts in the feed tube can tumble and jam.
- Fasteners should be clean and sorted. Dirty fasteners cause some parts to stick in the feeder bowl and the feed tube. Improperly sorted fasteners can jam the insertion equipment. Time is money, and both are wasted if the machine must be disassembled to clear the jam.

The top reasons for automating instead of manually fastening include increased productivity and reduced costs. However, many fail to realize the fasteners’ impact on achieving these goals.
To ensure successful automation, design engineers and assemblers should become familiar with the features of fasteners.
Consider the symmetry
Non-symmetrical fasteners are often challenging to automate, requiring end-to-end orientation. This means more costly tooling than for symmetrical fasteners.
If using conventional automating methods, headed parts should hang by the head. A good rule of thumb is to ensure a minimum 20% differential between the head and body diameter to provide enough distinction for orienting and hanging the parts. If the diameter differential can be held between 20 to 30%, it’s possible to avoid additional tooling costs.
Headed parts with no consistent head diameter or inconsistent beneath the head tend to get jammed on the feed rail. Flat heads are better than round heads for automatic installation. This is because pressing a flat insertion quill onto a flat (instead of round) surface is easier while keeping the fastener straight.

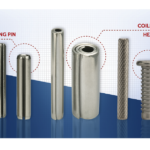
Straight pins
The additional cost to feed, orient, and install headed fasteners make it fundamental to ensure the application requires a headed fastener before specifying one.
Non-headed, non-symmetrical fasteners must also have differential to use the typical feeding method of hanging on a set of rails. This differential can be a 20% difference between the body and feature diameter or a significant weight imbalance of at least 10% between the ends of the fastener.
When put in a set of rails, the fastener should naturally fall in one direction every time. A more complex method of orienting is necessary if this fails to occur.
Other methods include vision, laser, optical sensor, or a gaging bushing. However, using a symmetrical fastener makes it possible to save significantly on automation equipment.
Symmetrical fasteners have a continuous profile and are ideal for automating. They’re the easiest to feed because they require minimal orientation. Examples include straight (dowel), grooved, knurled, and slotted spring and coiled spring pins.
Generally, a machine will deliver the parts in a straight line to the feed tube. Once oriented, these parts are typically fed in a tube down to insertion equipment.
Symmetrical fasteners also have some disadvantages. For example, the straight dowel pin depends on the host material for retention. As a result, reaming might be needed to achieve the necessary tight tolerances, and the hole preparation cost can be high (The exception is when these pins are used in plastic because the holes are molded.)

Knurled pins
Grooved and knurled pins were developed to compensate for these concerns. The diameter across the grooves and knurls is designed to be larger than the hole. So, when a hardened grooved pin is used for strength, the host material deforms — but not to the same extent as a straight solid pin.
The knurled pin is also designed to cut into the host component. But neither the knurled nor the grooved pin requires the tight tolerances of the straight solid pins.
Nevertheless, insertion forces are usually much higher for all types of solid pins, which can dramatically affect the cost of the automation equipment.
Since solid pins require deformation of the host material for retention, there’s the possibility of cracked or damaged components during installation.
The spring pin was developed to compensate for the shortcomings of the solid pin. When a spring pin is driven into a hole, spring action allows it to compress within the diameter of the hole. Once installed, the radial force exerted by the pin against the hole wall provides self-retention.
Since spring pins require no material deformation for retention, the installation forces are lower, and there’s no host component damage. The spring pin can also absorb hole tolerances and minor hole mismatches.
There are two types of spring pins: slotted and coiled.

Slotted spring pins
Slotted pins are manufactured with a gap to allow the pins to flex. Some manufacturing processes, such as the roll-forming method, result in uneven chamfers and non-square ends.The slotted pin offers an ideal way to reduce costs when manually installing the fastener, but it’s not recommended for automation.
The biggest problem when automating is the slotted pin’s “non-square” ends. When entering the escapement in the installation machine, the slotted pin tends to catch on the pin above it in the feed tube, preventing advancement. A gap can also cause the slotted pins to interlock and jam in the pin inserter.
Roll forming also induces the possibility of a bowed or banana-shaped part. The pins tend to stretch at the slot and contract 180 degrees from the slot. The stresses in the heat treating/quenching process also tend to distort the pins. If the pin is not straight, it will not pass through the discharge bushing.
The coiled spring pin was developed to overcome such challenges. These pins are manufactured from strip material and rolled into a spiral spring of 1-1/2 or 2-1/4 coils. Several features contribute to trouble-free automation.
Coiled pins have a spring nature and cannot nest or interlock as there are no gaps. The square, clean-cut ends — combined with a smooth, concentric lead-in chamfer and a blended radius — eliminate sharp edges or angles that may “bite” into the hole wall, reducing insertion forces.
The chamfer concentricity assists in alignment with the host and mating holes. A coiled pin must not be oriented for strength. These attributes can significantly reduce downtime during the production process, decrease equipment costs, and yield trouble-free assembly.
The coiled pin’s duty (or material thickness) can be varied to provide the optimum combination of strength and flexibility. The lighter-duty pins require less insertion force, reducing the cost of the automation equipment because a smaller cylinder or machine can be used.

Coiled spring pins
In applications where this pin is appropriate, the ease of automation makes this the lowest-installed cost fastener available.
Basic guidelines for automation
Nearly anything can be automated, providing ample time and money. By adhering to a few basic guidelines, companies can increase productivity and avoid unnecessary tooling costs associated with complex automation equipment.
- Specify fasteners with a length-to-diameter ratio greater than 1:1
- Always ensure fasteners are clean and sorted
- Use symmetrical fasteners when possible
- Avoid fasteners that must be oriented for strength
- Choose fasteners that require low insertion forces
- Consider fasteners that allow for greater hole tolerances
- If a headed fastener is necessary, design the fastener such that the differential in the head and body diameter is between 20 to 30%.





Tell Us What You Think!