Written by Colin Shaw
Mill Department
Brighton-Best International
A weld stud is a specially designed bolt or stud that’s attached directly to a base material or workpiece via a welding process. Weld fasteners allow one side of the connection (the stud or bolt) to permanently and firmly attached to the base material.

Weld stud with ferrule.
This type of welding is typically done in one of two ways:
- Drawn arc (DA): Joins base metals via a controlled electric arc process. The most common applications include large construction projects such as bridges, parking structures, and high-rise buildings. DA is also used in automobiles where appearance is not critical, such as mounting of hydraulic systems and suspension.
- Capacitor discharge (CD): A form of resistance welding that uses stored energy. CD stud welding is typically used in the electronics and appliance industries, where the metal is light gauge. One of the first large-scale applications of stud welding was on Henry Ford’s assembly lines. With one side of the joint firmly and permanently affixed to the material, assembly was sped up dramatically.
A closer look at DA
The drawn arc process is used when larger diameter studs or bolts are welded to thicker, uneven, or dirty base materials. DA works on materials as thin as 18-gauge steel, in arc times of less than 0.1 second. For thicker base materials and larger studs, longer cycle times are needed to ensure sufficient melt depth.
Let’s take the use of DA in bridge construction, as an example. During this process, the fastener is placed against the workpiece and a current is applied. The weld gun then pulls the fastener away from the workpiece, allowing an arc to form. The arc melts the tip of the fastener and the workpiece for a pre-determined length of time. The machine then plunges the fastener back into the molten metal on the workpiece to form the bond.
Typically, the DA process is done in large, open, and uncontrolled spaces, so the fastener will have a flux tip and the use of a ferrule is necessary. The ferrule is a ceramic ring that’s placed around the fastener before welding. This ferrule has teeth on one side that rest against the workpiece and creates a shield around the molten metal. This keeps the molten metal in place and prevents contaminants from getting into the weld pool by holding the flux close to the melt pool.
The teeth also provide space for the expanding heated gasses to escape, preventing an explosion. After the weld is cooled, the ferrules are broken off the fastener and base material joint with a hammer. However, it’s important the ferrule properly fits the location of the installation.
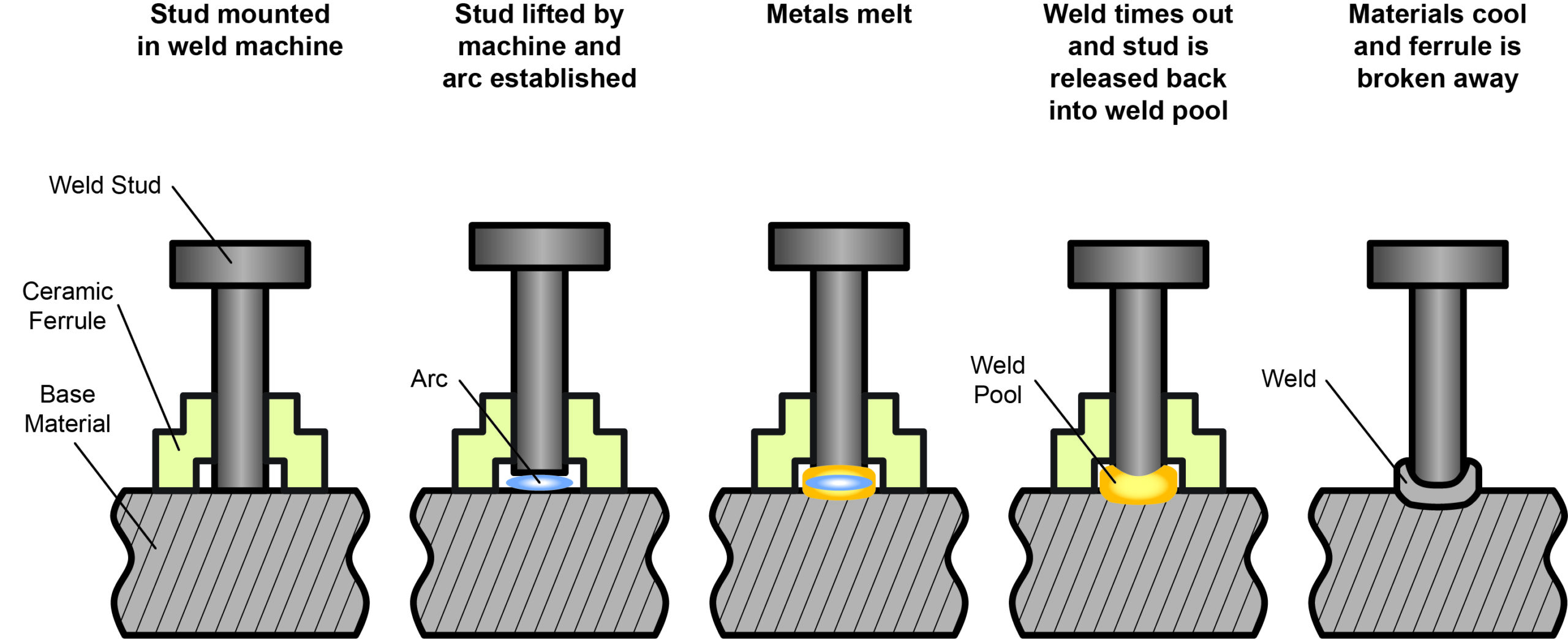
The drawn arc stud welding process. (Image: steelconstruction.info)
Common types of ferrules include:
- Flat ferrule – Used when welding to a flat, horizontal surface.
- Inside angle ferrule – Used when mounting the stud to the inside of a 90-degree angle, such as the insider corner of heavy angle iron.
- Outside angle ferrule – Used for the opposite side of the inside angle ferrule.
- Thru-hole decking ferrule – Used when attaching weld studs through steel decking to the underlying steel beam. These ferrules have wider teeth. This allows more atmosphere to reach the weld, making it burn hotter and through the steel decking to the base material.
- Vertical ferrule – Used when attaching a weld stud to a vertical surface. These ferrules only have teeth on one half of the circumference with a solid other half. The solid portion is placed on the lower side of the weld to hold the melt pool in place — preventing it from running down the workpiece or leading to an insufficient weld.
A properly executed DA process will create a joint that is stronger than the stud itself.
A closer look at CD
The capacitor discharge process is for small-diameter items being attached to thinner gauge base material. CD works on materials as thin as 25-gauge steel, with cycle times as quick as 0.01 second. The short cycle time means there’s less heat created in the workpiece, which prevents burn-through, distortion, and discoloring of the back side of the material.
CD is typically used in processes where the appearance of the sheet metal is important, such as for automobiles or appliances.
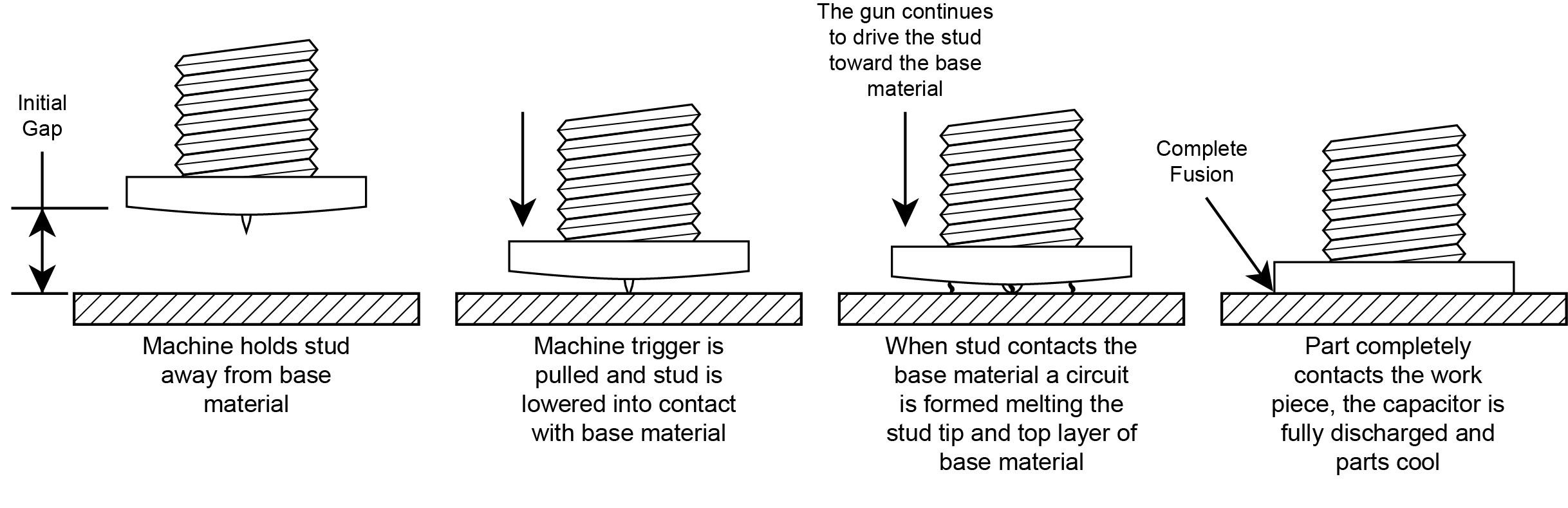
The capacitor discharge stud welding process. (Image: Image Industries)
When using a CD machine, the fastener is pressed onto the workpiece and the capacitor instantly discharges, causing an extremely brief moment of heating of the surface of the material. This short cycle time means that melting only occurs on the surface of the sheet metal without creating a deep weld pool. As a result, there’s less opportunity for impurities to get into the molten metal and a ferrule is unnecessary.
However, given the shallow melt pool, a smooth and clean workpiece is critical to ensure a consistent bond.
What the future holds
As with many products, advancements in materials and applications will continue and the market will change. Smaller, more portable welding machines are already available with increasing reliability. New materials are also in use.
More precise controls mean these products will be available to new industries and applications as fasteners move from big and bulky steel construction to the nano realm with materials that have yet to be considered.



Tell Us What You Think!