Written by Hiroki Goto, Engineering Manager
NBK America LLC
There are several ways of securing parts together, but the screw — a mechanical fastener with a threaded shaft — is still the most common. The primary role of screws (and bolts) is to fasten objects using axial force generated from tightening.
Typically, the torque method is used to install a screw, which refers to managing tightening torque with a torque wrench to control the axial force on the screw. A torque wrench is common because it’s relatively simple and easy to use. However, there’s more than one control method for tightening screws and bolts.
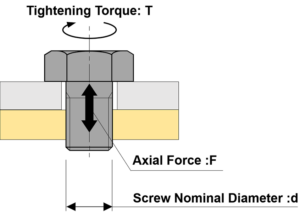
Tightening torque is the force required to rotate a screw. The torque method refers to managing tightening torque with a torque wrench to control the axial force on the screw.
The tightening regions
Before explaining the different tightening control methods, let’s first cover what it means to tighten in the “elastic region” and the “plastic region” of a screw.
The relation between tightening torque (the force required to rotate the screw) and axial force in the elastic region is expressed by this formula: T=kdF
T : Tightening torque (N·m) – the force required to rotate a screw
k : Torque coefficient – the amount of variation in the axial force when screws are tightened under the same conditions, so the larger the value, the greater the variation
d : Screw nominal diameter (m) – the size of the screw threads
F : Axial force (N) – the applied stress or tension
When progressively applying an axial force by tightening a screw, the screw elongates in proportion to the force up until the yield point. Yield load is the load at which the material deforms beyond return to its original state. When the force is removed, the screw returns to its original elongation. This is referred to as the elastic region. Tightening within this range is called “elastic region tightening.”
If an axial force is applied by tightening the screw beyond the yield point, the proportional relationship disappears, and the elongation in relation to the force increases rapidly. In this state, permanent elongation of the screw occurs, and it does not return to its original length.
If the screw continues to be tightened past this point, it will eventually break. This is the plastic region, and tightening within this range is called “plastic region tightening.”
The variation in axial force on the screw in elastic region tightening is quite large so that the screw can be used repeatedly via the torque method (and a torque wrench).
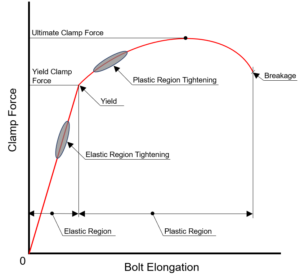
The effects of force: the elastic region is when a screw will still return to its original, undeformed state after stress. The plastic region is when this is no longer the case, and the screw deforms permanently.
In plastic region tightening, permanent elongation of the screw occurs, which has drawbacks and cannot be done repeatedly. This method of tightening takes time to perform but offers more stable control of the axial force than elastic region tightening. Its often used in critical and industrial applications, such as automotive engine assembly.
The methods
There are three control methods of tightening a screw or bolt:
1. Torque method
2. Torque gradient method
3. Angle of rotation method
The torque method is a tightening control method that uses a linear relationship in the elastic region between the tightening torque (T) and the clamp force (F). Since this method is only for controlling the tightening torque during tightening work, it’s a relatively simple and popular method (typically, with a torque wrench).
However, the entire tightening torque does not act as an axial force; some of it is expended through friction with the screw’s thread face and the seating surface. As a result, the axial force will vary significantly according to certain conditions, such as the surface roughness and lubrication condition. Care is needed in controlling the friction characteristics, even when tightening with the same torque.
Therefore, it’s generally recommended that screw tightening using the torque method is done with generated axial force around 60%~70% of the yield point within the elastic region.
The angle of rotation method regulates the clamp force by controlling the tightening rotation angle from the snag point of the screw head or nut. The snag point is the point at which the required tightening torque forces the screw and seating surface tightly together.
This method calculates the angle on a pointer scale (a protractor) or with an electrical detector and is used for elastic and plastic region tightening.
Typically, the torque method is preferred for elastic region tightening because of simplicity — and because the axial force varies when applying the rotation angle. But with the plastic region tightening, the change in the axial force due to tolerance in the rotation angle is smaller. For this reason, it’s sometimes possible to control the angle by sight, watching the hexagonal form of the bolt or nut.
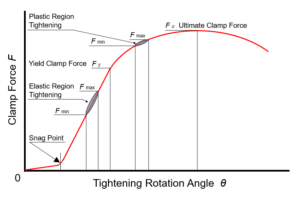
The relationship between the tightening rotation angle and the clamp force. The snag point is the point of the nut tightening method at which the required torque acts to create close contact with the seating surface.
The torque gradient method uses clamp force on the screw, exceeding the yield point. So, the elongation of the screw increases rapidly relative to this force. The tightening torque and rotation angle are detected by an electrical sensor. The change point between the elastic and plastic regions is calculated by a computer, and the tightening is performed at the limit of the elastic region.
Large-scale equipment is required for this method, but variation appears only in response to the material yield point. And the variation is much smaller than with the torque or angle of rotation methods. The torque gradient method is only used when high tightening reliability is required, such as with the bolts in automobile engines and cylinder heads.
There are also other methods to tighten a screw. One includes the measured elongation method in which the elongation of the screw is assumed directly and controlled in that way. Another involves heat in which a screw is heated at high temperatures to elongate it. Then, the temperature is controlled during mounting.
Each method is application-dependent, so it’s important to have a good understanding of the parts to be fastened and the conditions affecting them.






Tell Us What You Think!