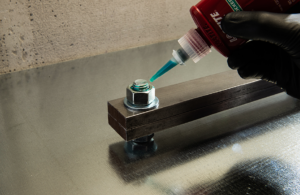
~ Article courtesy of Henkel LOCTITE

It’s important to ensure the correct threadlocker for each application. For example, LOCTITE Red Threadlocker offers the highest strength of adhesive. Only use red threadlocker for heavy equipment or industrial applications that require an extremely strong hold.
To bond any two surfaces, the right tool for the task is vital. This is particularly true when working with threaded assemblies. These types of fasteners can experience challenging service conditions. Subject to vibrations, environmental extremes, torsion, bending, and shocks, they can be susceptible to loosening and leaks.
Choosing the ideal adhesive for an application ensures assemblies stay locked in place. But there’s more to finding success in locking threaded assemblies than choosing the right threadlocker. Proper application and use are also important to ensure performance.
Threadlocking pitfalls
The improper use of a threadlocker can impact its strength and performance. Before applying any type of threadlocker, take the time to understand:
• The properties of the threadlocker
• Where to apply the threadlocker
• The best practice(s) for the application
Failure to understand the why, what, and how can lead to some of the most common threadlocking mistakes.
Making the wrong choice
Threadlockers are typically graded by strength, operating temperature range, and maximum thread size. The most common mistake is to assume the most powerful threadlocker will always do the job, securing bonds as tightly as possible.
In reality, red threadlockers (labeled for high strength) are commonly deployed in the strongest, most permanent applications. These include heavy equipment, suspension, and bearing cap bolts.
Deploying red threadlockers as general-purpose adhesives can cause issues, especially if a part needs future dissasembly. Red threadlockers often require heat for removal, which can damage some assemblies.
Understanding the difference between threadlocker colors ensures the ideal product is chosen for the job. For example, purple threadlocker is ideal for low-strength and blue is best for medium-strength assemblies.
Applying too much adhesive
If you’ve never used threadlocker, it’s easy to err on the side of caution and apply a lot of the product to ensure a strong bond. You might assume this would improve the assembly’s reliability. The truth is that more adhesive does not automatically equate to greater strength.
Threadlockers are designed to fill small gaps in threads, so a little adhesive goes a long way. Overuse may cause the adhesive to spread beyond the required surfaces.
LOCTITE green threadlocker is recommended for locking preassembled fasteners, preventing against loosening, rust, and corrosion. This wicking-grade threadlocker is categorized as a medium-to-high-strength adhesive.
Also, any threadlocker outside of the curing area (where the air is present) will remain liquid and not cure. In this case, it’s easy to think the threadlocker failed because it looks like the product is not drying properly, even after the 24-hour curing period.
To create an effective bond, you only need to apply a minimal amount of threadlocker to the area where the bond will be secured. The same holds true when using a low-strength product — a small amount will provide the strength required.
Lack of preparation
Quality threadlockers are designed to perform in the presence of oil and other contaminants. But that does not mean you should ignore these when applying your adhesives. Preparation is vital.
Before applying threadlocker to a new surface, it’s important to first clean the surface to avoid contaminants. Applying threadlocker to a dirty surface can prevent proper curing by affecting the chemical performance.
Any grease, dirt, or oil present in the assembly can also affect the application and slow the curing process. This can lead to a poor bond, which prevents the threadlocker from meeting its full holding potential.
Not heeding the cure time
Every threadlocker has a specific curing time, detailed within its technical data sheet (TDS), which should be adhered to. Curing refers to the time it takes for the threadlocker to achieve its maximum strength and optimal performance.
Threadlocker curing time is different from fixture time. Fixture time is the point where the assembly has a certain level of handling strength. Many confuse the two. Fixture time can be as little as a few minutes with some products. But strength can still be gained after this point, so allow for the full cure to avoid assembly failures.
If you try to shorten the threadlocker cure time or use the assembly beforehand, the fastener might loosen.
Repositioning the assembly
One common misconception is to think it’s safe to reposition an assembly after the threadlocker has been applied because it has not cured yet. However, repositioning a bond after it’s been locked in place can lead to threadlocker failure.
As soon as the thread is tightened, the absence of air starts an anaerobic reaction in the adhesive. If you rotate the fastener during this time, you’ll disturb and break the chemical bonds, which will not reform again — even after the bolt has been tightened. This means your threadlocker will never achieve its full strength and adhesion, reducing its ability to perform.
If repositioning the fastener is required before or after curing, you’ll need to remove the existing threadlocker, clean the surfaces, and apply a new one. Where the application allows, you may apply a wicking-grade threadlocker once the assembly position has been set. Wicking grades are typically green and help penetrate pre-assembled fasteners.







Tell Us What You Think!