Submitted by the Fastener Training Institute

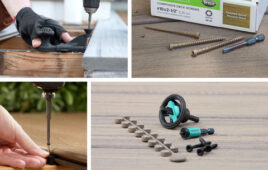
Training and product knowledge lead to greater safety, accuracy, and confidence on the job. It’s important to know your fastener facts.
An icon in the fastener industry, the late Joe Greenslade taught mechanical fastener technology for 45 years and published more than 300 related articles. He served eight years as the Director of Engineering & Technology at the Industrial Fasteners Institute, a trade organization that has served the interests of North American mechanical fastener manufacturers since 1931.
Greenslade answered thousands of fastener technology questions from around the world. He once wrote: “As in most things in life, a relatively small body of knowledge provides the answers to the most frequently asked questions.”
In 2015, he compiled a list of his most frequently asked questions with answers that cover the specifying, inspecting, and installing of mechanical fasteners — and more. Here are 15 of those questions and his answers (including a few added points from the non-profit Fastener Training Institute), which are simple and direct.
They’re an ideal resource for suppliers and users when on the road to becoming a fastener expert.
What are the major differences between hex bolts and hex cap screws?
Joe Greenslade (JG): The major difference is that hex cap screws have washer faces, LB dimensions, and a chamfered point. Hex bolts do not.
Fastener Training Institute (FTI): LB is the body length of the cap screw. Chamfered point refers to the end of a cap screw, beveled to protect the first thread from damage — and to facilitate entry into an internally threaded part, such as a tapped hole or nut.
What is a tap bolt?
JG: A tap bolt is a fully threaded hex bolt.
What is the inherent danger of zinc-plating socket head cap screws?
JG: The inherent danger of zinc-plating socket head cap screws is hydrogen embrittlement (HE). To lessen the probability of failure from HE when zinc-plating socket head cap screws, bake after plating at 400° F for 14-24 hours and test.
FTI: HE, or hydrogen embrittlement, is a permanent loss of ductility in a metal or alloy caused by hydrogen in combination with stress — either applied externally or from internal residual stress. Generally, HE is classified under two broad categories based on the source of hydrogen: internal hydrogen embrittlement (IHE) and environmental hydrogen embrittlement (EHE), according to the “Fundamentals of Hydrogen Embrittlement in Steel Fasteners,” by Salim Brahimi.
Why should plated or coated socket products never be used in an application that’s outside or in a damp environment?
JG: Plated or coated socket products should never be used in an application outside or in a damp environment because their hardness is over HRC 39, which makes them susceptible to stress corrosion failure, also referred to as environmental hydrogen failure (EHE).
How do you select a nut grade to match with the bolt or screw it will be used with?
JG: The desired mode of failure of a bolted joint is the complete fracturing of the bolt or screw instead of the stripping of the thread of the nut or in the internally threaded component. To select the ideal nut grade to match the fastener it will be used with, choose a nut with a proof load strength that is equal to or greater than the minimum bolt tensile strength.
FTI: The proof load capacity of nuts and the ultimate tensile strength of screws and bolts can be found in the various fastener standards, including those published by the American Society of Testing & Materials (ASTM), the Society of Automotive Engineers (SAE), and the International Standards Organization (ISO).
What style of nut is used with structural bolts?
JG: Heavy hex nuts are used with structural bolts.
FTI: Heavy hex nuts are slightly larger and thicker than standard finished hex nuts. There are several grades and the heavy pattern is typically used with a large diameter and high-strength bolts.
What is the difference between Type 1 and Type 3 structural bolts?
JG: Type 1 structural fasteners are made from carbon or carbon alloy steels and require coating and/or painting to avoid rusting. Type 3 structural fasteners are made from “weathering steel,” which oxidizes to a point and then stops — eliminating the need to apply a coating or paint to avoid rusting.
What are the most common material and strengths for inch machine screws?
JG: The most common material for this type of screw is carbon steel and the most common strength of 60,000 PSI.
FTI: The American Society of Mechanical Engineers (ASME) defines machine screws as featuring a diameter of up to 0.75 inches. They can be smaller than 0.75 inches in diameter, but they cannot be larger than this size. In addition to the diameter, machine screws are characterized by uniform threading. Uniform threading means the exterior threading — the helical ridges on the outside of the screw — remain the same size from the top of the screw to the bottom.
When 0.0001-inch of plating is applied to an externally threaded fastener, how much does the pitch diameter increase?
JG: The pitch diameter of an externally threaded fastener increases by 0.0004 inches when 0.01 inch of plating is applied.
What is the standard or rule used when two different thread gages do not agree. For example, let’s say that one properly calibrated gage rejects the part or a gage of the same or a different gage type rejects the same parts?
JG: When two different thread gages do not agree, accept the parts per the American Society of Mechanical Engineers (ASME) B1.3, Section 6b.
Why should suppliers not supply hardened spring lock washers with electroplating?
JG: Suppliers should not supply hardened spring lock washers with electroplating because they all exceed HRC 39 and are susceptible to hydrogen embrittlement failures.
What are the types of inch tapping screws?
JG: As follows…
• Thread forming screws: Types A, AB, B, C
• Thread cutting screws: Types T (23), BT (25), D (1), F, BF
• Thread rolling screws: Type TRS
What is the commonly used formula for calculating tightening torque?
JG: For…
• Inch pounds use T=KDP
• Foot pounds use T= (KDP)/12
• Nm use T=(KDP)/1000
What does each letter in the above formula represent?
JG: As follows…
T = Torque
K = Friction (nut) factor
P = Clamp load (75% of yield strength of bolt)
D = Nominal diameter of the fastener
When a customer reports a fastener failure, what information should be gathered before starting to try to remedy the problem?
JG: Identify the exact part number, lot number, precise description of the failure, and/or pictures of failed parts. Identify where the parts are used, obtain information about how the parts are driven, and how the tightening is controlled. Finally, gather a sample of broken and unused parts for analysis.


Tell Us What You Think!