Advances in cyanoacrylate technology have led to the development of a variety of adhesives offering performance and process improvements for device manufacturers.
Here’s what you need to know.
In an ongoing search for ways to design lower cost, lighter weight, more durable products, manufacturers are increasingly substituting plastic components for parts once made of metal or glass. By nature, plastics are highly corrosion-resistant and require no surface treatment to withstand exposure to corrosive materials. Plastics can be easily formed into complex shapes, allowing you to reduce the number of parts in an assembly. But often these components must to be joined together to create the final assembly.

Light emitting diode (LED) technology drastically reduces infrared radiation and is ideal for temperature-sensitive components.
Whether bonding plastic to plastic or to another material, adhesives are an excellent assembly option:
• Whereas mechanical fasteners concentrate stress in one spot, with adhesives the load is spread over a wide area, reducing the amount of concentrated stress on the joint.
• Mechanical fasteners such as rivets, nuts, and bolts require holes to be drilled into the assembly, frequently interferingwith the aesthetic styling of the product.
• Only adhesives can bond plastics to metals or glass — even ultrasonic and solvent welding will not effectively achieve this bond.
• In many cases, adhesives are a lower cost fastening method compared to mechanical fasteners, which must be inventoried, require pre-assembly preparation, and are labor intensive.
• Adhesives are one-size-fits-all, and can be easily automated in a production environment.

CAs can be formulated for flexible bond joints.
• By selecting the correct adhesive, it is possible to process parts in seconds rather than minutes.
Cyanoacrylate adhesives and light cure adhesives are two families of adhesives that allow for rapid bonding of plastic assemblies. The newest and fastest growing adhesive technologies for instant plastic bonding applications are enhanced cyanoacrylates (CAs or instant adhesives) and ultraviolet (UV) or visible light curing adhesives.
CAs and light curing adhesives are ideally suited for in-line, automated dispensing and curing. These adhesives provide long open times, eliminating the need to join components quickly after dispensing. Light curing adhesives also allow unlimited time for component positioning during the assembly process.
Cyanoacrylates
Very easy to use and automate, CAs are one-part adhesives that cure within seconds at room temperature when compressed between two substrates and exposed to surface moisture. Cyanoacrylates polymerize or cure to form rigid thermoplastics with high adhesion to a variety of substrates including metals, plastics, and rubber materials.
Early generations of CAs exhibited some inherent limitations such as poor peel strength, limited gap cure, low temperature resistance, and stress cracking on some plastics. Developments in CAs have produced formulations that can overcome some of these inherent limitations.
Light curing cyanoacrylates are one of the newest adhesives on the market. Light cure CAs perform similarly to regular instant adhesives with the added benefit of instant, tack-free cure when exposed to UV or visible light. Because light cure CAs do not require the use of solvent-borne accelerators to speed the cure process, they overcome blooming and reduce stress cracking on sensitive substrates such as polycarbonate and acrylics. Any shadowed areas not exposed to light continue to cure using the CA’s normal moisture cure process.
Low-odor, low-bloom cyanoacrylates improve the aesthetics of an assembly. For example, generic CA monomers are inherently volatile and can develop a white haze around the bond line, known as blooming. This phenomenon can be minimized through adequate ventilation, decreasing the amount of adhesive applied, rapid curing through proper adhesive selection, or through the use of an accelerator and light curing technology. Low-odor, low bloom CAs, however, are formulated with higher molecular weight monomers that do not volatilize readily. These products do not have the typical pungent odor that characterizes many standard CAs.
Surface-insensitive CAs contain a chemical additive that helps minimize the effect of acidic or dry surfaces on the cure speed and strength of the resulting bond. The additives in surface insensitive adhesives allow them to fixture within seconds over the extent of their shelf life (typically two years) on nearly any available substrate.
Thermally resistant CAs maintain bond strength at temperatures as high as 250° F for thousands of hours. Generally, at 180° F and above, standard CAs soften considerably, and the bond strength drops. Unique new additives have allowed the development of thermally resistant CA technology.
Rubber-toughened CAs contain tiny rubber particles that dissolve into the monomer to deliver the “tough” properties. Toughness is the ability for an adhesive to resist cracking and is not related to flexibility. The rubber particles in the formulation can also significantly increase impact resistance, decrease brittleness, and increase peel strength of the cured polymer, increasing the usability of CAs in sporting goods and other equipment designed for high impact use.
Flexible CAs are manufactured using a special monomer that provides excellent flexibility. Flexible CAs are commonly used in bond joints that stretch or bend. These products can reduce knife edging (the sharp adhesive edge cuts into ajoining soft and flexible substrate) and are commonly used on flexible devices such as catheters.

A light-sure conveyor allows parts to be cured along the way to the next workstation, decreasing work in process and wait times.
Cyanoacrylate accelerators can be applied to the substrates being bonded prior to adhesive application in order to minimize fixture time or provide a true instant bond. Generally, the accelerator is applied to one surface while the adhesive is applied to the mating surface, which prevents curing of the adhesive by the accelerator before the parts can be mated. Accelerators can also be sprayed over cyanoacrylates to cure fillets of adhesive or unconfined drops. This technique is used for wire tacking on printed circuit board assemblies.
Cyanoacrylate polyolefin primers enable improved bond strengths on the materials shown in the nearby table. Polyolefins such as polyethylene are popular in many industrial applications because they are tough, inexpensive, and versatile plastics. Low surface energy plastics such as polyolefins, fluoropolymers, and acetal resins are typically difficult to bond with any adhesive. These primers are made up of an active ingredient—typically a tertiary amine—dispersed in solvent. The primer is applied to the substrate, which is ready for bonding once the solvent has evaporated.
Light curing adhesives
Cyanoacrylates suit applications that require rapid bonding of assemblies; however, they can cause problems by fixturing before parts have been set in place. Light curing acrylics cure on demand, which means the adhesive remains liquid until exposure to light of a specific wavelength and irradiance causes them to fixture rapidly and cure. The cure-on-demand capability of light cure acrylics allows ample time to align and reposition parts
Light cure adhesives are one-part systems with no need to measure or mix, and no pot life concerns. They contain no solvents and, therefore, are environmentally friendly. In order for light cure adhesives to function, the uncured adhesive must be exposed to the suitable type and intensity of light. Therefore, at least one of the substrates being bonded must be capable of transmitting light. Assemblies with shaded areas require a secondary cure mechanism for the adhesive to completely solidify. Light cure adhesives that are popular for instant bonding and sealing of plastics include but are not limited to light cure acrylics, light cure silicones, and light curing cyanoacrylates.

Here is the effect of polyolefin primers on bond strength of cyanoacrylate to plastics.
For an adhesive to react to UV or visible light, a chemical called a photo-initiator must be present in the formulation. Light from a suitable source causes the photo-initiator to fragment into reactive species, initiating a rapid cure process. By definition, UV light is the region of the electromagnetic spectrum from 40 to 400 nm, while visible light is in the region from 400 to approximately 800 nm.
Light cure acrylics are one-part, solvent free liquids with typical cure times of 2 to 60 sec and cure depths up to 0.5 in. Available in a range of formulations with cured properties from very rigid, glassy materials to soft, flexible elastomers, light curing acrylics have good environmental resistance, superior gap filling properties, and clear bond lines for improved end use aesthetics. Light-curing acrylic adhesives come in a range of viscosities. New advances in visible light curing acrylic adhesives expand the capabilities of the light curing acrylics adhesives to cure through select colored substrates, to cure temperature sensitive substrates, and to increase cure through depths up to 0.5 in.
Light cure silicones are one-part, solvent-free materials that rely on UV and visible light as the primary curing mechanism, and moisture for secondary curing in shadowed areas unexposed to the light source. Used in the plastic component manufacturing industry primarily as sealants and gasketing materials, UV curing silicones cure tack-free in less than one minute when exposed to a suitable light source. The relatively new silicone is well suited to high volume production. UV cure silicones can be used to replace traditional room temperature vulcanizing (RTV) silicones that require up to one hour to achieve handling strength and up to 72 hr to cure fully. These silicones speed production time, reduce work-in-process and production costs, yet offer all the benefits of RTV silicones such as thermal resistance to 400° F, excellent moisture and electrical resistance, and superior gap filling capabilities.

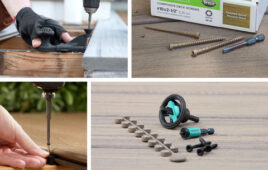
High-speed pressure-time system dispensing cyanoacrylate adhesive via a benchtop robotic station.
Adhesive dispense equipment
Adhesive bonding processes can be manual, semi-automated, or fully automated. By selecting the right equipment, manufacturers can improve process efficiency, minimize waste, and dispense adhesive repeatably and consistently. These factors can reduce the overall cost of the end product and minimize future warranty costs. A range of equipment is available — simple, proven devices from hand-held volumetric units to automated pressure-time dispense systems. Automated dispensing systems can reduce the need for additional inspection and rework activities along with their associated costs.
Light-cure adhesives require exposure to light energy of the appropriate wavelength in order to initiate the cure reaction. By controlling the wavelength, intensity, timing, and duration of this light exposure, light-cure adhesives can be cured on demand.
Discuss this on The Engineering Exchange:
Henkel Corp.
www.henkel.com
::Design World::


Tell Us What You Think!