Stephen A. Smith is the Vice President, Bradley Group of Companies
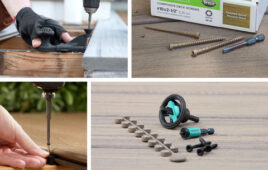
With the right mechanical or chemical adhesive or sealant, you can turn a standard fastener into a self-locking version with a turn of the fastener.
Through their clamping force, fasteners should help mating pieces hold tolerances throughout their service life. However, uncontrolled loosening from such stresses as shock, vibration, thermal expansion and contraction, or small movements, can reduce the effectiveness of a fastener, compromising either its clamping force or sealing function, which can result in the failure of parts, devices, or equipment.

These nuts are coated with a chemical thread locker. Once activated, chemical thread lockers can offer higher locking strengths than mechanical thread lockers.
Thread lockers are one of three common thread treatments that can help resist the effects of these stresses and the resulting loss of clamping force or seal. The other two common treatments are thread sealants and anti-seize compounds.
Thread lockers can be mechanical (nylon) or chemical and can turn a standard fastener into a self-locking fastener. The Industrial Fastener Institute developed standards for both mechanical and chemical thread lockers; IFI 124, IFI 524,IFI-125 AND IFI-525 (external threads) or IFI 155, IFI-160, IFI-555 AND IFI-560 (internal threads). Most industries have adopted their own standards modeled on the IFI standards.
When to use mechanical or chemical
Mechanical thread lockers normally require a high tightening torque because they rely on thread jamming for their locking properties. Chemical thread lockers have self-lubricating properties that reduce the tightening torque requirement. Once activated, the chemicals offer much higher locking strengths than mechanical means.
There are basically two types of chemical thread lockers in widespread use, today — one is epoxy, the other is anaerobic.
Anaerobic adhesives are derived from methacrylates, a monomer related to acrylic. They are called anaerobic because their curing time is reduced in the absence of oxygen. Professor Vernon Krieble, the founder of American Sealants Company, (now the Loctite division of Henkel Int’l), started developing these adhesives in 1953. Both epoxy and anaerobic technologies rely on the shearing of the microencapsulated beads embedded in the resin to start the curing process.
There are several factors to consider when choosing between mechanical and chemical thread lockers.
• Determine if the fastener will undergo adjustment or be taken in and out several times.
• Determine the strength of the locking material required for joint integrity.
• Determine the amount you are willing to pay.
Any assembled joint that requires refastening must use a mechanical thread locker. Refastening is the primary criterion for specifying a mechanical thread locker. Usually the mechanical locker standards allow at least three to a maximum of five insertions and removals.
When minimal locking is required, mechanical locking is normally the first choice. Nylon is the least expensive alternative. Normally mechanical thread lockers have less then half the strength of the chemical adhesives.
Under most circumstances, chemical adhesives are for one-time use and do not allow for fastener removal and reinsertion. However, chemical lockers provide the maximum break-loose or breakaway torque, which is the amount of force needed to remove the screw.
Both on-torque and off-torque forces vary by the diameter of the screw and the applied thread locker. Mechanical thread lockers require more on-torque and result in less off-torque whereas chemical adhesives require less assembly torque and provide the maximum off-torque.
Applying the adhesive
The type of fastener, the type of metal, plating, and size all factor into which type of thread locker you should use.
Small-diameter fasteners lend themselves to the use of epoxies. Epoxies are solvent-thinned and normally applied using a flow-coat system where the screw passes through a thin stream of epoxy. This method concentrates the right amount of adhesive onto the small threads. Water-based adhesives are normally thicker and cannot be thinned to as free-flowing a consistency as the solvent-based epoxy adhesives.
The thicker consistency of water-based adhesives mandates that they be rolled on in some fashion. Typically larger diameter fasteners – from ¼ in. on up — are ideal candidates for water-based adhesives. There are exceptions. Some water-based adhesives can lock small screws and some solvent-based epoxies work on larger screws.
The normal coverage needed for optimum locking is one diameter; that is, if the fastener is ¼-in. in diameter, the length of the threaded area coated would be ¼-in. A good rule of thumb is to apply as much adhesive as the thickness of the nut being assembled. If the fastener is going into a tapped hole, vary the width of the adhesive as necessary for maximum locking strength. Each thread of adhesive, if engaged, adds to the locking strength of the joint. Pre-application requires machine tolerances for lead and coverage.
To ensure quality
Testing is critical to ensure a quality product. Depending on the locking material and the size of the job, it is important to test during and after the coating process.
Chemical thread lockers start to activate and cure upon insertion or assembly and require 24 to 72 hours at room temperature to cure fully. Whether the thread locker was applied in-house or by a processor, testing must wait until the curing process is complete. You can accelerate curing by heating the fasteners in a lab oven to at least 150º F for about 45 min.

High speed coating is one method used to apply thread locking coating onto fasteners.
Since most mating parts are either too large or expensive to be used in the testing process, the actual fastener should be assembled into an industry standard nut or a tapped fixture for testing.

Nylon is the least expensive thread locking choice and is ideal for minimal locking requirements. However, these mechanical thread lockers usually have less then half the strength of the chemical adhesives.
Companies that offer adhesive and sealant pre-application services should, at no cost, provide samples to ensure that the right thread locker was chosen. The sampling determines whether the locking is too strong, not strong enough, how many threads should be covered and whether the coverage should be moved up or down the fastener (in case more of the uncoated screw has to extend beyond the assembly).

When you have a small number of fasteners that need coating, the entire lot can be outsourced at once or you can handle in-house.
The quantity of supplied samples is normally agreed upon between you and the applicator. This is an accepted procedure for both mechanical and chemical coatings. In addition to sampling, production runs are normally tested by pre-application processors to meet automotive, IFI (Industrial Fastener Institute), and your standards.

Water-based adhesives tend to have a thick consistency that requires that they be rolled on in some fashion. Fasteners with diameters of ¼ in. and higher are good candidates for this these adhesives.
The automotive industry has established clear thread-locking standards, though most industries use on-torque maximums and off-torque minimums as their method of measurement. An uncoated fastener may lose from 15-30% of its seating torque when unscrewed. In other words, an uncoated fastener with a 100 in.-lb of assembly torque would lose 15-30 in.-lb of seating torque due to relaxation of the assembled joint. With a pre-applied adhesive, this loss is regained and, in most cases, provides a locking strength beyond the seating torque.
Bradley Group of Companies
www.bradleygroupcoatings.com
Should you outsource thread locker application?
While it is feasible to apply thread lockers yourself, you might want to consider outsourcing this task. There are several advantages to outsourcing the pre-application of the coatings. The larger the number of fasteners needing these coatings, for example, the more cost effective it can be to outsource. Also, you will not risk running out of adhesive material, a common cause of production delays. Plus, if your primary business is not applying thread-locking adhesives, then your labor force can be better employed producing product, not applying adhesives.
What if you don’t have a large quantity? Other factors will influence your choice. For example, the thread size may indicate that it would be more cost effective to outsource. For small quantities, you can send an entire year’s amount at one time. However, if your annual quantity of fasteners needing coatings is, say 1000 or less, then in-house application may be more cost effective.
Most of the chemical thread lockers will not activate until they receive torque.
Here’s a look at the various advantages of outsourcing the application of adhesives and sealants.
• When you choose outsourcing to pre-apply chemical adhesives and sealants, you can verify that the coating is applied correctly. The application process is messy and there is a high risk of misapplication if not executed by a trained staff.
• Outsourced pre-application ensures that you will know the proper tightening and loosening torques because the amount of adhesive is controlled and the applicator will normally provide test data indicating these on-torque and off-torque figures.
• There are no housekeeping or contamination issues. Liquid adhesives attack plastics and cause the plastics to deteriorate. If a liquid adhesive is applied to a screw that holds together plastic components, the run-off adhesive can destroy the product. Thus, more electronics companies are turning to pre-applied adhesives. Pre-applied chemicals will not harm plastics because there is no run-off and the chemicals are inert until the application of torque.
• Liquid adhesives often require the application of a primer for optimal adhesion to a metal surface. The pre-application process eliminates this step.
• Through pre-application, you can choose either a chemical or mechanical adhesive, depending on your requirements. Mechanical thread lockers (nylon) must be pre-applied in a processing plant. The nylon process requires that the area of the fastener to be coated is heated to a minimum 425° F to fuse the nylon to the fastener.
• Pre-applied adhesives can be applied to any size or shape fastener — from the tiniest screw to the largest bolt.
• Pre-applicators can control the application of chemical adhesives or nylon precisely to the number of threads that need to be coated versus dripping a drop or two on the fastener and hoping it stays in the right spot.
• If you carefully analyze costs to apply liquid adhesive in-house, you will likely find that pre-application yields considerable savings. Every drop of liquid adhesive costs money.
::Design World::


Tell Us What You Think!