by Kevin Balben, Product Specialist, DELO Industrial Adhesives
For the latest materials, adhesive bonding is a better way to join. Here are key tips that will ensure a solid, reliable bond.
Structural bonding has many advantages over conventional joining technologies. It’s best to consider adhesives early on in the design phase to take full advantage of their potential. A design suited to adhesives increases the performance of a bond, accelerates the production process and saves money.
New materials and designs often require the use of adhesives. Current material trends that foster adhesive bonding are composite materials like carbon fiber reinforced polymers (CFRP), glass reinforced plastic (GRP) and various multi-material designs.
Welding, screwing and riveting are still a good joining method. However, depending on the application, the connection made may not always be reliable or durable. For example, they are dependable for steel-to-steel or aluminum-to-aluminum joining, but less reliable for polymers and multi-metal mixes like steel to aluminum.
A complication, made time and time again, is intending to bond a component that has already been screwed or welded without adapting its geometry accordingly. This can cause problems in many areas, including adhesive dispensing, joining of materials and bond strength.
Despite the advances in bonding technology to increase adhesion success, this science still remains on the back burner of many engineering studies.
The right bond makes all the difference
When choosing between an adhesive or a bond with a screw or weld, the one main difference to remember is that the forces applied from an adhesive affect the entire bonded laminar area, not just isolated (punctual or linear) areas, as is the case when securing with a screw or weld.
That’s why it is important to note that you cannot interchange screwing and welding with bonding adhesive on the same project. It won’t work. It won’t produce the strength needed to hold the bond.
Take for instance two metal sheets measuring 1 x 1 ft that need to be joined. When welding or screwing them together, only a small area of the metal sheets needs to overlap. In contrast, that same small area would not be sufficient for adhesive bonding. To achieve a strong adhesive bond, the parts would need to overlap more. The larger bonding surface results in a stronger bond with tension spread more evenly throughout the components (Figure 1).

Figure 1: Enlargement of the bonding area.
Enlarging the bonding area depends on the forces that arise in the actual application. Often, eccentric force transmission can be expected. This force does not act on one axis, it rotates to get balanced on the next axis, causing a torque that results in peel stress.
Should this occur, an alternate to an overlap joint is tongue and groove. Similar to the dovetail design long used in woodworking, tongue and groove joins and locks two components together, making it more difficult for them to bend or come apart (Figure 2).

Figure 2: Tongue and groove join—important remedy of peel stress.
As noted previously, a design should be modified if the decision to join changes from welding to bonding. Although the adhesive will deliver proper tensile and compression strength values, the occurrence of a slight peel stress will lead to instability in the structure (Figure 3).

Figure 3: If a welded joint is replaced by bonding, the design should be adapted.
To overcome the design challenge in this example, designers can use a larger cylindrical base along with a pre-engineered borehole in the baseplate. This will create a round tongue and groove joint.
While tongue and groove is a reliable and widely used method to ensure solid structural bonding, it is not feasible when bonding thin metal sheets. However, there are several other options available.
If the materials are formable, bending the components and placing them one on top of the other will improve the bond strength, as this will significantly increase the bonding area. Although more complex, as it involves additional process steps, this is an excellent option where higher strength is required (Figure 4).
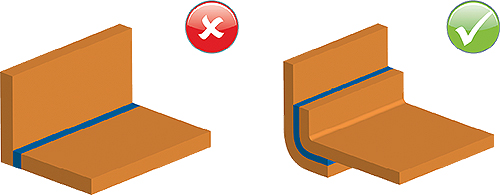
Figure 4: Bending is a design alternative to tongue and groove.
The strength of a pipe joint is less than ideal if the two components are bonded at their ends (Figure 5). Adding an additional interior or exterior ring enlarges the bonding area tremendously and decreases the risk of peel stress. The two components can also be overlapped by adapting the diameter of one. Because of the adhesive’s sealing properties, liquids can easily flow through these pipe joints without leaking.
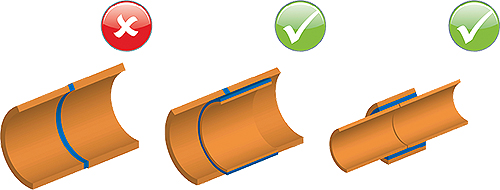
Figure 5: The bonding area of a pipe joint should be increased, while edge-to-edge joins should be avoided.
Simple steps for adhesion success
A correctly dimensioned bonding gap is critical with an adhesive-friendly design. It ensures a consistent adhesive layer thickness, which enables the adhesive to fully develop its adhesion forces.
A correct bonding gap can be provided by a defined contact area with spacers integrated into the bonded components, or by a tongue and groove joint. If the gap is too narrow, the components press the adhesive out and the bond will not hold.
Two basic design principles help create an adhesive-friendly design: work with sufficiently large bonding areas and eliminate the potential of peel and bending stress.
By following these steps, the end result will be a strong, sturdy and powerful joint.
Quick tips on how to achieve adhesive-friendly designs
Advantages of bonding:
• Different materials can be joined
• Tension is evenly distributed
• Components are not weakened, for example, with boreholes
• High resistance to dynamic forces
• Laminar joining of thin components
• Components are not or are only slightly subjected to heat
• Simultaneous bonding and sealing is possible
• The adhesive layer balances tolerances
• Electrically or thermally conductive adhesives are available
8 design rules
• Provide sufficiently large bonding areas and gaps
• Achieve evenly distributed tensions
• Limit stress to compression, tension and shear stress if possible
• Avoid peel and bending stress
• Avoid eccentric force transmission
• Prevent plastic component deformation
• Provide adhesive-friendly surfaces
• Comply with the curing conditions required by the adhesive
DELO Industrial Adhesives
www.delo-adhesives.com/us



Tell Us What You Think!