
From its unique point design to its proprietary, multiphase coating, the HPX drill’s innovative design helps manufacturers master hole-making operations in steel
Kennametal has introduced an expansion its solid carbide drilling portfolio — the HPX drill for high-performance, large-volume drilling in steel. Designed to quickly and efficiently punch holes up to 8 x D in any ISO-P steel material, the HPX drill provides up to twice the tool life and three times the productivity compared to competing products, even in dry or minimum quantity lubrication (MQL) applications.
“The HPX drill can run very high cutting parameters,” says product manager Frank Martin. “It lasts longer, generates lower forces, and makes better quality holes. What more can you ask for in a drill?”
Key differentiators
What makes the HPX drill the superior choice for steel applications? The difference is in the design. Different types of steel are used for a wide variety of automotive, commercial, and industrial applications — and often in production volumes where maximum tool life and throughput is critical.
However, steel creates a high degree of mechanical loading during drilling operations resulting in forces that lead to rapid tool wear and chipping of the tool’s more vulnerable corners. Kennametal has eliminated this failure point by applying a small corner chamfer and straightening the HPX drill’s cutting edges. Together with the rounded margin lands running down the length of the flutes, this serves to stabilize the drill while reducing friction.
Built-up edge is another common problem when drilling alloy steels. The HPX drill’s straight cutting edge helps eliminate some of this, but the real clincher is the drill’s optimized edge preparation. This gentle hone further reduces the friction that leads to built-up edge, as do the tool’s highly polished flutes. Couple that with a carbide grade designed specifically for steel (KCP15B) and a proprietary multilayer AlTiN coating, and the HPX drill sets a new standard for tool life in high-volume ISO-P drilling.
Lower forces, better reliability
Special gashing on the HPX drill improves the chip formation and curls a smaller chip. The material specific HPX point geometry creates significantly lower cutting forces, which works great for machines with lower spindle capabilities, unstable cutting conditions, or unstable workpiece clamping.
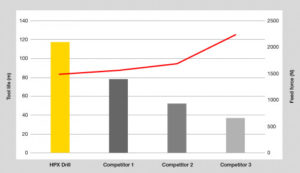
The HPX drill produces consistently higher tool life in steel than competitive tools, even when feeds and speeds are significantly increased.
A continuous cross section makes the HPX drill more resistant against tool breakage, and the ultrahigh polished chip flutes ensure superior chip evacuation.
Manufacturers wishing to turn off their high-pressure coolant pumps in favor of dry cutting or MQL systems, efficient chip evacuation along with low-friction cutting is a must, and the HPX drill delivers on both counts. In fact, the drill comes equipped with a leakproof MQL interface that meets DIN 6535 and 69090-03 standards—no more special orders or in-house modifications.



Tell Us What You Think!