
Metal stamping is a fast and cost-effective solution, particularly for large-quantity manufacturing needs.
Blanking, piercing, and stamping are highly cost-effective ways to produce a large number of parts from sheet metal. Stamping is the manufacturing process by which a metal sheet is pressed to form a specific shape. Fasteners — such as nuts, bolts, washers, rings, clamps, and others — are often made by stamping sheets of aluminum, steel, or copper.
Typically, stamping involves cold forming a piece of sheet metal by using a stamping press. Cold forming is a manufacturing process that deforms metal using dies. In the press, a tool and die surface form the sheet metal into the desired shape.
Stamping is similar to blanking and piercing, and these processes are often used in combination. Each one requires press equipment. Blanking is the manufacturing process in which a geometric shape (typically called a “blank”) is formed by feeding a coil of sheet metal into a press and die. In this method, the blank is essentially punched out from the large metal sheet.
Piercing involves a shearing process where a punch and die are used to form holes or notches in the required part. In general, piercing metal provides an extremely clean cut at high output rates. There are also specialized types of piercing, such as lancing, notching, shaving, and others.
A single-stage stamping operation fully forms the component in a single stroke of the press. Multi-stage stamping uses a series of presses, each with different tools and dies, which progressively deform the part into its final form. Stamping operations are suitable for short or long production runs. The high-volume processes are often fed from a coil of sheet steel.
Fasteners with flat profiles, such as plain washers, are typically fully formed by using the blanking and piercing processes. However, additional stamping is usually needed if the component requires a more complex or three-dimensional shape. Let’s take Belleville washers, for example. The Belleville is also referred to as a conical spring washer because its shape is similar to a conical shell, which flattens out when pressure is applied to it.
During manufacturing, the Belleville washer is often first blanked from a coil of sheet steel and then its central hole is pierced. At this stage, it appears similar to an extra-large plain washer. To form the conical shape, therefore, a final stamping process is typically necessary.

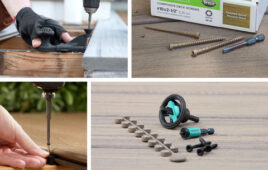
A selection of washers produced using a combination of blanking, piercing, and stamping processes. From left to right: Belleville, extra-large plain, lock (with internal teeth), external tab, and spring lock washers.
Stamping may also be used to form bent teeth or tabs on several types of lock washers. Lock washers are designed to prevent a threaded fastener from loosening, thanks to these teeth or tabs that are intended to increase friction and locking.
Metal stamping is an intricate and often a multi-step process. After all, manufacturing complex parts requires precision. These processes are used in a vast array of industries, such as for manufacturing electronic components, utensils and cookware, or automotive and aircraft parts.
There are several types of stamping operations. Here are three examples:
- Progressive die stamping, which is ideal for long runs and uses a sequence of stamping stations with different functions.
- Four- or multi-slide stamping, which is ideal for complex components, and uses four sliding tools (instead of one vertical slide) to shape the workpiece is also called multi-slide or four-way stamping.
- Deep-drawing stamping, which is commonly used, and involves the use of metal dies to form blank sheets of metal into the desired shape.
Other cold-forming processes, such as cold rolling or forging, are widely used in the high-volume production of fasteners — such as nuts, bolts, and screws. Cold rolling is when sheet metal is placed through rollers, compressed, and then squeezed. Cold forging involves deforming metal, often via hammering, pressing, or rolling.
When cold forging is used to produce symbols or lettering on a part, this is also referred to as stamping. For instance, many fasteners, such as bolt heads and nuts, have information such as their grade stamped into them. Overall, speed, accuracy, and cost savings are the benefits of stamping processes.


Tell Us What You Think!