Joining parts with nuts and bolts is a fairly simple process, until you run into large diameter applications where safely and accurately bolting your machinery can become difficult. The difficulty arises because the strength of a screw fastener increases with the square of its diameter, but the torque required increases with the third power. In order to achieve the preload levels required for bolts greater than one inch in diameter, you need some form of high energy equipment. Slugging wrenches, crane wrenches, hydraulic tensioning methods and stud heaters are all being used today, as well as Multi-Jackbolt Tensioners (MJTs).

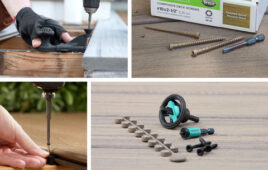
One of the styles of Multi-Jackbolt Tensioners from Superbolt is the nut style. It has a series of hardened jackbolts threaded through the round nut body.
Each of these methods suits particular applications. When making the choice among large diameter bolts, it is important to consider accuracy, thread galling, stud seizure, worker safety, longevity of the bolted connection, and cost. Multi-Jackbolt Tensioners (MJT) offer several advantages over other standard bolting methods; most notably that any size can be installed and removed with hand and air tools.
The idea is simple: break the torque requirement into small increments. The nut style MJT has a series of hardened jackbolts threaded through the round nut body. A hardened washer is installed first to protect the joint surface, and then the nut body is hand spun tight for positioning.
Hand tools then tighten the jackbolts, ‚“pushing‚†the nut body up and tightening the existing bolt or stud in pure tension. The jackbolt torque required is much less than the torque needed for standard bolting methods.
Here‚’s an example application. A hydro power utility needed to replace seventy-two 4.5-in. -8 tpi standard nuts on a ball valve that had been tensioned using hydraulic methods. The MJTs were installed over a period of time to prepare for a scheduled outage. During the spring outage, four workers removed all the MJTs in 2 to 2-1/2 hours.

In one application, a hydro power utility installed seventy-two 4.5-in. -8 tpi MJTs on a ball valve. Because these bolts are easy to install, it save the utility company hours of time during scheduled maintenance.
The company estimated that it saved two to three days of time that it would have taken using the hydraulic method. Reassembly was similarly faster as well.

This chart shows the torque required for tightening jackbolt tensioners.
Because this pumped storage facility sells power at the peak times of the day, to supplement its other steam power plants, the reduction in down time was estimated to save the company $5,000,000 dollars. Tension on the studs was monitored with extensiometers and found to be repeatable, which the hydraulic method was not. This also added to the savings.
In another application, hydraulic wrenches were used on a primary condenser head and proved to not only be difficult, but they damaged the nuts and studs. The customer selected eighteen 3-in. Multi-Jackbolt Tensioners, and installed them with hand tools in about 50 minutes. This installation went smoothly and quickly. Plus, because hand tools were used, safety increased as well.
Superbolt
www.superbolt.com
:: Design World ::


Tell Us What You Think!